Рис. 1.
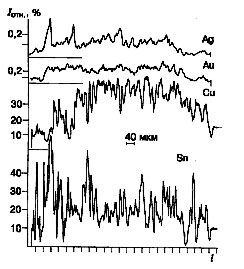
Профили распределения меди, олова, серебра и золота бронзовой бляшки из Корсаковского могильника.В.Е. Медведев, В.В. Малахов, А.А. Власов, Л.П. Кундо,
И.Л. Краевская, В.А. Краминцев, И.А. Овсянникова
ХИМИЧЕСКИЙ СОСТАВ КОРСАКОВСКИХ БРОНЗ*
Настоящая работа является продолжением начатых ранее в Институте археологии и этнографии СО РАН и Институте катализа СО РАН исследований химического состава и физико-химических свойств металлических изделий, условно названных бронзами, полученных при раскопках памятников средневековой чжурчжэньской культуры (вторая половина XII – середина XIII вв.) в Приамурье. Для определения элементного состава амурских бронз были использованы методы рентгено-спектроскопии, атомно-эмиссионной спектроскопии с индуктивносвязанной плазмой и рентгеноспектрального микрозондового анализа1.
Для удаления очевидных инородных поверхностных наслоений отдельные пробы обрабатывали растворами HCI, затем дистилированной водой, спиртом и сушили. Специальное внимание уделяли подготовке образцов к проведению количественного элементного анализа. Использовали такие приемы подготовки, которые приводили к минимальному и малозаметному разрушению образцов при отборе соответствующих проб. Вместе с тем, при отборе проб металлических образцов принимали меры к удалению поверхностных оксидных и других наслоений, после чего сверлом малого диаметра отбирали пробу собственно металла массой около 20 миллиграмм. После взвешивания пробы растворяли в азотной кислоте и полученные растворы количественно анализировали многоэлементным методом атомно-эмиссионной спектроскопии с индуктивносвязанной плазмой с использованием спектрометра PST.
В данной публикации поставлена задача представить результаты определений химического состава металлических предметов из погребений Корсаковского могильника, – самого крупного раскопанного на российском Дальнем Востоке, обобщить результаты, связанные с выявлением химико-металлургических групп, а также технологий производства некоторых видов инвентаря.
По содержанию основных компонентов все изделия подразделяются на 3 группы: 1) бронзовые; 2) из серебра, либо сплава серебра и меди; 3) из сплава свинца и олова.
Первую группу составили 92 предмета с медной основой**. Это детали поясных наборов, различные предметы и украшения, за исключением 23 серег. Из них 89 изделий содержат олово и свинец. Преобладающее число находок включает железо (30 экз.), серебро (86 экз.), мышьяк (85 экз.), сурьму (76 экз.), золото (49 экз.), ртуть (47 экз.). Исследование количественного содержания этих элементов позволит определить – являются ли они лигатурой. Очевидно, никель, марганец, кобальт, хром, цирконий представлены в качестве геохимической примеси руд. Весьма любопытно, что следы циркония наблюдаются у 78% бронзовых находок. Известно, что цирконий редкий металл и его следует, возможно, отнести, в разряд характерных признаков рудного источника (олово), который использовался носителями чжурчжэньской культуры Приамурья, в частности людьми, оставившими Корсаковский могильник. Хотелось бы надеяться, что это предположение подтвердится в ходе будущих исследований.
|
|
Рис. 1. Профили распределения меди, олова, серебра и золота бронзовой бляшки из Корсаковского могильника. |
Вторую группу составили 20 различных серег с серебряной основной. Часть из этих изделий содержит значительную долю меди (15 экз.), золота (11 экз.), свинца (9 экз.). В двух образцах обнаружено некоторое содержание ртути. Более половины изделий содержит железо. Примесный состав отличается от первой группы тем, что появился элемент палладий.
Третья группа изделий имеет оловянносвинцовую основу. В нее вошли три серьги. Их примесный состав включает микроколичества висмута, сурьмы, железа, серебра, цинка и циркония.
С целью определения типа сплавов был проведен количественный анализ 49 изделий 1 группы методом атомно-эмиссионный спектроскопии с индуктивносвязанной плазмой. Среди названных 49 предметов – 33 бляшки, 4 подвески, 2 наконечника, ремня. 2 пряжки, 3 шпильки или головки шпилек, 3 детали “пайцз”, 1 бубенчика и 1 шейная гривна. Количественный анализ проводился на 39 элементов, в пределах чувствительности этого метода (более 0,001%). Была определена массовая доля 14 элементов: медь, олово, свинец, сурьма, мышьяк, железо, серебро, никель, кальций, марганец, магний, кобальт, цинк, алюминий.
Исследованные корсаковские бронзы характеризуются весьма сложным химическим составом. Во всех предметах содержания меди колеблется от 54,45 до 83,78%, олова – от 0,15 до 14,29%, свинца – от 0,2 до 16,99%. Сурьмы – 0,17 до 1,5%, мышьяка – от 0,31 до 2,78%, железа – от 0,04 до 2,45%. Выявлены такие элементы как кобальт, никель, магний, кальций и цинк, которые относятся к естественным геохимическим примесям.
За границу искусственного сплава условно взята величина в 1%. По данным количественного анализа в исследованном корсаковском металле выделено 9 основных типов сплавов. Это оловянная бронза. Мышьяковая бронза, оловянно-свинцовая бронза, оловянно-свинцово-мышьяковая бронза, свинцово-мышьяковая бронза, мышьяково-сурьменная бронза. Оловянно-свинцово-железная бронза, свинцово-мышьяково-оловянно-сурьменая бронза, свинцово-оловянно-мышьяково-железная бронза.
Ведущим типом сплава была трехкомпонентная оловянно-свинцовая бронза. На ее долю пришлось 62% сплавов, изготовленных на основе меди. В эту группу изделий входят: поясные прямоугольные бляшки амурского типа (13 экз.), овальные со срезом и прямоугольные бляшки
тюркского типа (7 экз.), круглые бляшки со щитком (2 экз.), сердцевидные подвески (фалары) (2 целых и 1 обломок), наконечники ремней (2 экз.), лировидная подвеска, шейная гривна и бубенчик. Олово и свинец присутствуют в различных сочетаниях и достигают величины соответственно 14,29% и 17,33%.Обращает на себя внимание тот факт, что соотношение олово-свинец может быть различно. Около 1/3 проб оловянно-свинцовой бронзы дают преобладание свинца над оловом, такая же доля проб имеет примерно равные количества свинца и олова.
Широкое распространение имела более сложная четырехкомпонентная оловянно-свинцово-мышьяковая бронза, на долю которой приходится 12% бронзовых сплавов.
В эту группу вошли 5 прямоугольных бляшек амурского типа и 1 пряжка. Содержание олова в ней достигает 8,8%, свинца – 13,05%, мышьяка 3,08%.
Третьим по численности является мышьяково-сурьмянный бронзовый сплав, составляющий 8% от общей доли бронзовых сплавов. Здесь мышьяк достигает 2,78%, сурьма 1,5%. Из этого сплава изготовлены 2 головки шпилек, 1 круглая со щитком бляшка и 1 бляшка прямоугольная амурского типа.
Заслуживают внимания сплавы с железом. Это оловянно-свинцово-железная бронза (6%) и свинцово-оловянно-мышьяково-железная бронза (4%). Из первого четырехкомпонентного сплава отлиты 2 бляшки амурского типа и деталь “пайцзы”. Интересно, что бляшки относятся к одному погребению 277 и имеют близкие массовые доли компонентов: медь (54,45 и 56,12%), олово (12,12 и 12,94%), свинец (9,22 и 10,33%), железо (1,32 и 1,12%). Возможно, эти бляшки были отлиты одним мастером.
Из свинцово-оловянно-мышьяково-железной бронзы изготовлены изящно оформленные позолоченные изделия – “пайцзы”. Массовые доли компонентов в них различны: медь (59,47% и 67,29%), свинец (14,82 и 1,05%), олово (12,02 и 4,24%), мышьяк (1,00 и 1,25%), железо (1,07 и 2,45%).
Еще четыре вещи – головка шпильки, обломок пряжки, круглая бляшка со щитком и бляшка прямоугольная амурского типа – изготовлены соответственно из оловянной бронзы (олово 1,62%), мышьяковой бронзы (мышьяк 1,84%), свинцово-мышьяковой бронзы (свинец 2,8%, мышьяк 1,02%), свинцово-мышьяково-оловянно-сурьмянной бронзы (свинец 14,15%, мышьяк 2,31%, олово 1,2%, сурьма 2,31%).
Наличие большого числа металлургических сплавов в исследованном корсаковском металле можно объяснить существованием различных рецептов технологического характера, влиянием переплавов, использованием разнообразного сложного по составу рудного сырья.
Остановимся кратко на технологии изготовления поясных бляшек амурского типа, наиболее распространенных в чжурчжэньской культуре Приамурья. Эти прямоугольные ажурные бляшки изготовлены из бронзы, к ним нередко подвешены бубенчики или просто имеются шарниры. Для бляшек амурского типа характерны следующие признаки: 1) на тыльной стороне оформлено 4 петли для крепления на ремне; 2) зубчатый верхний, а изредка и нижний края; 3) ажурные, чаще солярные прорези на уровне трех зон – вверху, посередине и внизу.
Наиболее богатые и многочисленные находки бляшек амурского типа сделаны именно при исследовании Корсаковского некрополя. Для решения различных аспектов производства амурских бляшек выполнен технологический осмотр более 300 изделий.
Визуальное технологическое изучение амурских бляшек совершенно определенно показывает, что все они были изготовлены с помощью отливки в двусторонних литейных формах. В то же время обозначаются существенные различия в технических приемах литья, позволившие разделить продукцию на две самостоятельные группы. Бляшки первой группы, составившие в Корсаковском могильнике подавляющее большинство, отливались в каменных, а также глиняных (в том числе и по оттиску) литейных формах. Таким способом изготовлено 277 из 317 исследованных изделий. Назовем их бляшками амурского типа – 1. Другую группу (40 экз.) составляют бляшки амурского типа – 2, отлитые по восковой модели.
Технология изготовления бляшек амурского типа-1. При внимательном исследовании бляшек этого типа часто на их продольных боковых и почти всегда на зубчатых с торца сторонах обнаруживаются литейные швы. Швы, как правило, асимметричны, т. е. смещены к тыльной стороне изделия. Однако вторая половина формы использовалась не только в качестве плоской крышки, но и одновременно служила формой для отливки 4-х крепежных петель. Для того, чтобы в петлях оставалось сквозное отверстие на его место перед отливкой вставлялся камешек или глиняный стержень. Следы литников тщательно убирались. Для данного типа бляшек характерно наличие простых (часто в виде линий) выступающих рельефов, которые в поперечном сечении всегда шире в основании и уже к концу, что является одним из признаков литья в жестких литейных формах многократного использования
2.Широкое распространение у амурских литейщиков получила техника отливки бляшек по глиняному оттиску готовых изделий. Для них характерен, например, не всегда четкий, как бы смазанный орнамент, а также наличие на бляшках приспособлений, имитирующих шарниры для подвешивания бубенчиков. В корсаковской коллекции обнаружены целые серии бляшек, которые были отлиты в одних и тех же формах, полученных путем оттиска в глине готового
изделия.Как уже отмечалось, характерной чертой бляшек амурского типа–1 является наличие в нижней части изделия специальных шарниров для подвешивания бубенчиков (обычно двух). Судя по наличию на шарнирных трубках симметричных швов, место для них прорезалось в обеих половинках литейной формы. Шарниры использовались двух типов: собственно шарниры и их имитации. Бляшки с настоящими шарнирами составляют 37% от общего количества бляшек амурского типа–1. Подобия шарниров, т. е. их имитации выявлены на 20% изделий. Несмотря на внешнее сходство с шарнирами имитации нельзя было использовать по прямому назначению, т. к. шарнирные трубки не имели полостей для вставки стержней, а свободный паз, куда помещалось ушко бубенчика, был занят монолитным стержнем, отлитым заодно с изделием. Отливка таких бляшек осуществлялась по глиняному оттиску с оригинала, имевшего настоящие шарниры. Остальные бляшки амурского типа–1 изготавливались без шарниров и и их имитаций (43%).
Другой характерной чертой изготовления бляшек типа–1 была техника нанесения на изделия тонкого слоя олова. По следам олова на периметре бляшек, а также по его затекам на обратную сторону изделия через прорези реконструируется технология горячего нанесения олова. Для этого готовую бляшку лицевой стороной опускали
в раствор расплавленного олова, а затем растирали по поверхности. Следы растирания можно довольно часто наблюдать при изучении покрытых поверхностей под микроскопом. Лужение могло осуществляться и другим способом, при котором лицевую сторону сначала подвергали нагреву, а затем уже натирали оловом3. Судя по полировальным царапинам, для того, чтобы олово прочно “схватилось” с бронзой, лицевую поверхность изделий тщательно зачищали при помощи напильников и наждачных камней. При чем, как подправка поверхности, так и растирание олова всегда осуществлялось поперек изделия. Однако одного лишь механического очищения поверхности от окислов для качественного нанесения олова было явно недостаточно и литейщики в своем арсенале наверняка имели специальные флюсы. В современной технике для очистки поверхности используются: бура, канифоль, глицерин, хлористый цинк и т. д., может применяться даже поваренная соль4. Современник амурских ювелиров пресвитер Теофил из Гессена (Германия) в главе “О паянии олова” замечает, что паяный шов следует смазать сосновой смолой5.Технология изготовления бляшек амурского типа–2.
Бляшки амурского типа–2 в корсаковской коллекции немногочисленны и составляют всего 13% от общего количества прямоугольных бляшек амурского типа. Изучение количественного состава металла показало, что при литье бляшек типа–1 использовалось 12 лигатур, а при литье бляшек типа–2 литейщики применяли только три сплава. Обнаруженные существенные различия по составам литейных рецептов, а также по их количеству не являются единственными изменениями, произошедшими в технологии изготовления бляшек позднего типа (тип–2). Значительные изменения претерпевают формы, размер, детали внешнего оформления бляшек. Изделия увеличиваются в размерах и одновременно уменьшаются по толщине литья. Орнаментика упрощается, почти исчезают рельефы. Бляшки второго типа обычно представляют собой сильно уплощенную прямоугольную пластину, украшенную несложными прорезями и одной-двумя прямыми врезными линиями. Благодаря улучшенным литейным характеристикам сплавов (температура плавления, жидко текучесть, плотность), которыми обладают бронзы с повышенным содержанием олова (9–11%) и небольшими (1–4%) добавками свинца6. Повысилось в целом качество отливок, выразившееся, в частности, в более высокой прочности и коррозионной стойкости изделий.Полностью исчезает техника покрытия лицевой стороны бляшек оловом. Лужение заменяется тщательным устранением отдельных пороков литья и полировкой лицевой поверхности. Исчезает традиция изготовления шарниров (и их имитаций) для подвешивания бубенчиков. Хотя бубенчики продолжают широко бытовать и в это время, но к поясу они теперь прикрепляются с помощью шнурков и ремешков. Судя, по морфологическим признакам литье бляшек типа–2 осуществлялось в пластичные (глиняные) формы, как по оттиску готовых изделий, так и по восковой модели с сохранением формы. Литье по восковой модели реконструируется по тонкому, как бы вырезанному резцов вглубь металла, орнаменту, часто неровному и прерывистому
7.Изучение технологических особенностей изготовления блях амурского типа позволяет выделить две группы изделий – тип–1 и тип–2.
В результате исследований рентгеновским микроспектральным методом, удалось подтвердить существовавшее в литературе положение о нанесении золотого покрытия методом амальгамирования.
Важное наблюдение заключается в том, что в тонком слое на поверхности одной бляшки (его толщина около 240 мкм) профили распределения золота и ртути совпадают. Этот факт следует признать за очевидный признак того, что золочение бронзовой бляшки проводили способом амальгамирования ее поверхности. Более подробное исследование золотого покрытия показывают, что толщина золотой пленки в различных местах несколько различаются, наблюдаются разрывы и другие дефекты
8.Рентгеноспектральным микрозондовым методом были определены профили распределения меди, олова, серебра и золота вдоль торцевых срезов еще трех бляшек (№№ 7, 15, 28). На рисунке 1 приведены зависимости изменения относительной интенсивности аналитических спектральных линий меди, олова, серебра
и золота для одной из бляшек. Заметим, что все три бляшки характеризуются приблизительно одинаковым распределением этих элементов по торцевым срезам – от лицевой к тыльной поверхности бляшки. Для этого распределения характерны следующие особенности. Во-первых, структура сплава – бронзы – скорее гетерогенная, чем гомогенная, поскольку часто встречаются микрообласти с относительно повышенным содержанием олова и соответственно пониженным – меди. Во-вторых, в лицевом поверхностном слое бляшек отмечается несколько повышенное содержание олова и серебра. Золото и серебро распределены по всему объему сплава, причем их профили распределения во многом совпадают. Содержание этих элементов находится на уровне 0,06–0,14%. Такое относительно высокое содержание благородных элементом в бронзовом сплаве является, скорее всего, следствием использования для приготовления сплава лома бронзовых изделий, часть из которых могли быть позолоченными и/или посеребренными.В заключение следует подчеркнуть, что полученные результаты свидетельствуют: Корсаковский некрополь оставлен людьми, знавшими многие секреты металлообработки, в том числе владевшими технологией составления золотой амальгамы и приемами нанесения ее на поверхность бронзовых изделий.
При значительной неоднородности химического состава бронз, тем не менее выделяется большая серия изделий, главным образом поясная гарнитура, для которой характерны достаточно устойчивые типы сплавов и приемы изготовления вещей. Эти данные подтверждают сделанное ранее одним из авторов настоящей статьи заключение о сравнительно ранних местных традициях изготовления указанного вида инвентаря из цветного металла. Они свидетельствуют также в пользу высказанного положения относительно существования самостоятельного ареала средневековых поясных наборов, включающих Средний и часть Нижнего Приамурья
9. Более сложной следует считать ситуацию, связанную с внедрением в чжурчжэньскую культурную среду некоторых других видов изделий, в частности “пайцз”. Имеющаяся информация позволяет говорить о последних как о продукте импорта, пришедшего на Амур из Средней Азии, скорее всего, от согдийцев10.ПРИМЕЧАНИЯ
* Работа выполнена при финансовой поддержке РФФИ, проект №96–06–80568а.
** Таблицы, отражающие результаты определений химического состава изделий, по техническим причинам в статью не вошли.
1
Медведев В.Е., Малахов В.В., Власов А.А., Болдырева Н.Н., Кундо Л.П., Овсянникова И.А., Ревуцкая Г.К. О химическом составе металлических изделий из памятников чжурчжэньской культуры Приамурья // Гуманитарные науки в Сибири. – 1997, №3. – С. 19–26; Руководство по аналитической химии. – М., 1975. – 464 с.; Чудинов Э.Г. Атомно-эмиссионный анализ с индукционной плазмой. – М., 1990. – 256 с.2
Рыбаков Б.А. Ремесло древней Руси. – М., 1948. – С. 157.3
Венецкий С.И. Рассказы о металлах. – М., 1986. – С. 172.4
Людер Е. Припои и паяние // Техническая энциклопедия. – М., 1932, т. 17. – С. 693–699.5
Рындина Н.В. Технология производства новгородских ювелиров X–XV в. // Материалы и исследования по археологии СССР, №177. Новые методы в археологии. – М., 1963. – С. 264.6
Зотов Б.Н. Художественное литье. – М., 1982. – С. 44.7
Рыбаков Б.А. Ремесло древней Руси. – С. 158; Рындина Н.В. Технология производства новгородских ювелиров X–XV вв. – С. 202–203.8
Медведев В.Е., Малахов В.В., Власов А.А., Кундо Л.П., Краевская И.Л., Овсянникова И.А., Ревуцкая Г.К. Элементный состав находок из позолоченной бронзы Корсаковского могильника // Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий. – Новосибирск, 1977, т. Ш. – С. 225.9
Медведев В.Е. Приамурье в конце I – начале II тысячелетия Чжурчжэньская эпоха. – Новосибирск, 1986. – С. 106, 126.10 Там же. – С. 132.
©
1998 г. Институт археологии и этнографии СО РАН, Новосибирск;